在铸造行业,检测几乎应用于每个步骤。

-铸造表面

铸件尺寸的变化可能是由于熔融金属的热量和压力引起的模腔膨胀,金属冷却时收缩和热处理造成的。模具设计师会考虑到这些膨胀和收缩并在模具设计过程中弥补这些变化。
对于量大的铸件,可能会更频繁地测量铸件的关键尺寸以避免可能的变化,特别是由于模具磨损引起的变化。如果铸件需要对零件应用至关重要的严格公差,则应由客户指定这些公差。如果铸件在应用中需要配合严格公差,则应由客户指定这些公差。
客户应该检查他们的铸造供应商将如何验证他们生产的零件的尺寸。测量工具的精度与铸件尺寸的精度同样重要。 在许多情况下,定期检查尺寸所需的量规或量具应由客户提供给铸造厂。
在生产过程中以尺寸的精度期望越高会导致失败。 每个铸件的尺寸会略有不同,因此通过设置尺寸可在其范围内的值来定义铸件。 公差下限和公差上限之间的范围可以由供应商设定,但范围越窄,生产和测试就越困难,因此铸件的成本就越高。
-机械性能
对金属和铸件进行机械性能测试,以确定其性能是否符合规定的机械要求。 以下是金属铸造中常用的机械性能测试。
硬度测试-这是机械性能测试中最常用的检测,它提供的数值是无损的。 硬度值一般与合金的可加工性和耐磨性有关。 布氏硬度测试使用直径为10毫米的硬质合金球压入3000公斤的载荷。 压痕足够大,以提供可靠的平均硬度。 洛氏硬度试验使压痕变小,使用几个值的中位数也能得到满意的结果。
拉伸和冲击试验——对标准尺寸的试样进行的试验,最常见的两种类型是拉伸和却贝冲击。 拉伸测试提供了极限拉伸强度、屈服强度、延伸率和面积收缩率的数据。 却贝冲击试验确定了断裂过程中吸收的能量,并用于测量延展性和强度。
负载测试——通常在整个铸造过程中进行,以评估其性能,它可以通过多种方式进行。 必须承受结构载荷的铸件在测量挠度和载荷时,可以在夹具上施加载荷。 承压部件可以进行液压测试,以证明负载或破坏承受度。 旋转部件可进行旋转测试。 这些类型的测试检查铸件的稳固性,以及其性能。
-化学成分
化学分析通常涉及将熔融金属样品倒入一个特殊的模具,并通过光谱原子吸收或x射线荧光分析进行评估。 在一天的浇注过程中我们都会检查所浇注的材料的化学成分,这样熔炼车间的工作人员可以根据需要对材料成分进行必要的调整。
-无损检测方法
无损检测使金属铸件能够在不被破坏的情况下保证铸件的质量。 铸造厂可能有关于无损检测的内部标准,但由客户指定特定的测试或测试频率。 虽然有各种各样的无损检测方法来测量机械性能、化学成分、铸造坚固性或最大使用负荷,但不存在包含所有这些因素的单一测试。 可能需要结合使用无损检测方法来记录铸件的坚固性和质量。 下面描述了最常用的方法。
-外观检查
外观检查是基于使用人眼来识别表面缺陷、不适当的填充和造型问题。
通过目测可以发现的铸造缺陷包括砂孔、表面过于粗糙、表面收缩、气孔、跑火、冷隔、表面浮渣或掉渣。
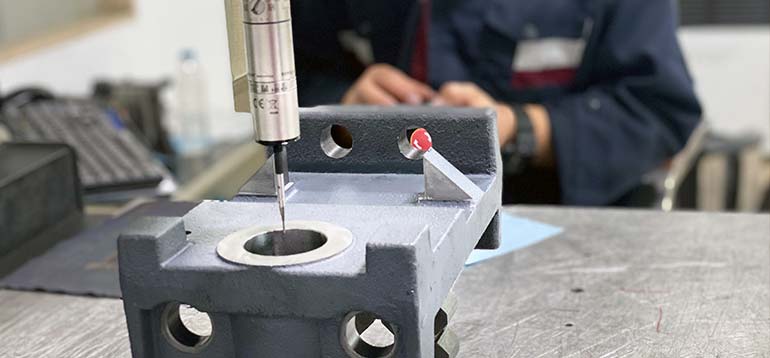
-尺寸检查
为确保零件满足尺寸要求,例如公差,检查员可以手动或使用三坐标 (CMM) 检查零件的尺寸精度。检查零件的尺寸精度有助于保证客户不必对零件进行进一步昂贵的加工来满足指定的尺寸。
三坐标提高了测量铸件尺寸的速度和准确性,计算机化使其检测具有重复性并能够用作统计工具。
-着色渗透
对于人眼难以察觉的微小裂纹、气孔或其它表面毛刺,着色渗透用于有色金属和非有色金属产品检测。在这种方法中,将有色染料溶液施加到铸件表面。悬浮在渗透油中的染料会进入表面缺陷。当使用特殊的显影剂时,能够发现缺陷所在。
-射线检测
用于检测内部缺陷的另一种方法是射线检测。如果操作正确,射线检测是检测内部缺陷的最好的无损探伤方法,如缩松和夹脏。
在这种方法中,铸件暴露在 X 射线管的辐射下。铸件吸收部分辐射,而剩余部分的辐射使射线照相胶片曝光。致密的材料可以承受辐射穿透,因此薄膜在这些区域的曝光程度较低,从而使薄膜的外观更轻。密度较低的材料允许更多的渗透,并与薄膜上较暗的区域相关。任何低于铸造密度的孔、裂纹或夹脏都会以暗色显示出来。
如果操作正确,射线检查是检测内部缺陷的最佳无损探伤方法,如缩松和夹脏,射线照片可作为铸件质量的永久记录,可供多人审查。铸件厚度和密度将限制检查范围,具体取决于射线的强度。
射线检查也可以在没有胶片的情况下进行。取而代之的是,在屏幕上查看 X 射线图像。计算机轴向断层扫描(CAT 扫描)也被用于开发 3-D 计算机图像来检查铸件的完整性。
-压力泄漏测试
当铸件被指定为耐压或防漏时,通常密封铸件开口处,用空气、惰性气体或水对铸件加压来进行测试。
当使用水或静水压力时,通过铸件壁渗出的水判定泄漏。如果使用空气或气压,则将加压的铸件放入装有清水的箱中。有气泡冒出表明空气已经穿透铸件壁并且存在泄漏。